プロクソンの卓上フライスを使って赤外線受光素子をシェイプすることにした。
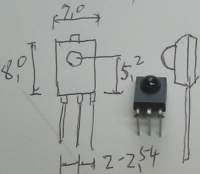
今回加工したのはパナソニックのPNA4612(38.0kHz)と言う受光素子。
受光素子内部にはセンサーと変調信号をデコードするチップが入っていて信号出力端子(Vout)からは
デコード済みの信号が出力される。従ってデコードプログラムを用意する必要が無く、
素子をチョイスする事でデコード周波数を変更出来る。
シェイプする主目的は軽量化だが、もう一つレンズ部を削り指向性を減らす目的がある。
但し、シェイプし過ぎるとモールド樹脂内部のボンディングワイヤーが切れて使えなくなったり、
可視光フィルターを薄くするため乱光が入りやすくなる。
予めtokoさんからこの辺の情報を聞いていたので、参考にして削る事にした。