
|
|
|
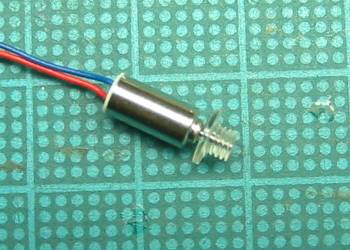
●モータは4ミリブラシレスモータを使い、ねじはM3のポリカーボねじを使います。 穴あけはモータ・シャフト径より0.01〜0.02mm程度小さいドリルが適当です。 今回使用したモータのシャフト径は実測値で0.59mmでしたので 手もちのインチ規格ドリルから0.57mmを使いました。 適当なドリルが無い場合はシャフト径とほぼ同じサイズのドリルを使い、 接着剤を使って組み立てます。 ●ねじ頭部の十字ドライバー溝は中心部がへこんでいるので 真上からドリルを差し込むと自動的に中心部へ移動します。 この原理を利用してねじ・センターに穴あけします。 |
|
|
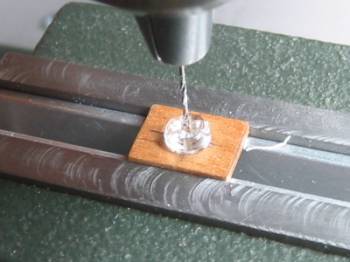
●ねじの固定には2mmベニヤを使います。 ベニヤ板をボール盤のテーブルに固定、2.6mmドリルで穴あけそのままの状態でM3タップを立てます。 そのままの状態でねじを取り付け、0.57mmドリルでねじに穴あけします。 つまり、ベニヤ板を固定したらそのまま動かさずに穴あけまで全て加工してしまいます。 複数個のねじを加工する場合はベニヤ板の位置をずらさないように注意しながらねじを交換して穴あけを行います。 |
|
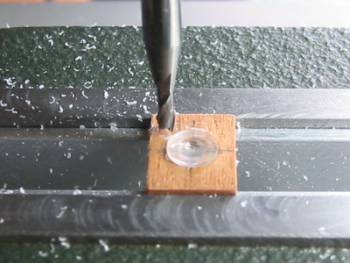
●穴あけが出来たら頭部の不要な部分を削ります。 削り加工を行う場合はベニヤ板の裏側から ねじに必ずナット掛けを行い、ねじがゆるまないようにしっかりと固定します。 ●フライスで削る場合はねじ頭部の直径より細いエンドミルを使いダウンカットで削ります。 上から見て時計回りに四角を書く様にエンドミルを移動しながら削ることでバリが出るのを防ぎます。 |
|
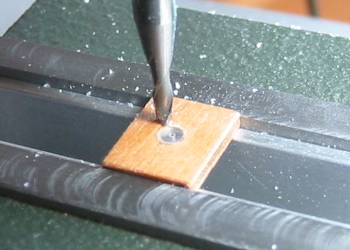
●頭部の次はねじ部の長さ削りを行います。 予め長さを切り詰めてから端面削りを行います。 ベニヤ板にねじを固定して削り加工したらねじを抜きます。 ベニヤ板からねじを抜く事で切削バリが先端方向に立ち、ヤスリでのバリ取りがらくになります。 ●モータ軸への取り付けは圧入します。 勘合がゆるい場合は接着剤をねじ穴に少量塗布してから差し込みます。 モータの軸へ接着剤を塗布しないほうがよいです。軸受けに接着剤が入り込みモータが回らなくなる事があるからです。 |
■Top